SPCC,SECC,SGCC鋼板(鉄板)などの板金加工サンプル
板金加工分野においては、いわゆる鉄板に類する薄板金属材料の板金加工実例・製品サンプルです。
SPCC-冷間圧延鋼板、SECC-電気亜鉛めっき鋼板(ボンデ鋼板)、SGCC-溶融亜鉛めっき鋼板などの鉄板・鋼板による精密板金・板金加工の製品実例をご紹介しております。
板金加工材料としては比較的コストが安価な材料としてよく利用される材料で、焼付塗装やメッキ処理などの表面処理を施した板金加工例もあります。
それぞれの板金加工サンプルごとに、実際に行った板金の加工方法や用途、図面形状などの情報も公開できる範囲で掲載しておりますのでお見積もり・ご注文の際の参考にしてください。
自作パソコン用ケース |SPCC-冷間圧延鋼板 板金加工例
SPCC-冷間圧延鋼板の板金加工サンプルとして、個人様向け、趣味部品(自作パソコン改造のパーツ)SPCC鋼板 t1.0 による自作パソコン用5インチベイケースの製作実績です。
製品サンプル写真(クリックで拡大)
 自作パソコン用ケース SPCC鋼板 t1.0
自作パソコン用ケース SPCC鋼板 t1.0
図面形状又はスケッチデータ
製品情報・板金加工データ等
- 加工カテゴリー : 板金加工
- 製品名称 : ATXパソコン用5インチベイケース
- お客様 : 個人様向け
- 製品用途 : 趣味部品(自作パソコン改造パーツ)
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるPDFファイル図面
- 製品構成部品点数 : 3点(カバー・リアパネル・底板)
- 組立方法 : ねじ止め(M3ネジ)
- 製品概略サイズ : 146mm(W)×190mm(L)×38mm(H)
- 素材材質・材料 : 鉄板 SPCC鋼板(みがき材)
- 板厚 : t1.0mm
- 表面処理 : なし
- 製作数量 : 2個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容 : プレスブレーキ曲げ(2)(9箇所)
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3)、ケトバシ(4))
- 穴加工数 : 7-φ3.5穴、1-φ8×14長丸穴
- タップ加工数 : 15-M3(バーリングタップ(5))
- 溶接箇所 : 溶接なし
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 :不用
- 加工難易度 :

- 材料費価格(材料コスト) :

- 加工賃価格(加工コスト) :

- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日12日程度)
- 評価(満足度) :
デジタル表示器 |SECCボンデ鋼板 焼付塗装 板金加工例
SECC-電気亜鉛メッキ鋼板(ボンデ鋼板)の板金加工サンプルとして、SECC-電気亜鉛メッキ鋼板 t1.6 焼付塗装による企業様向け、OA機器・周辺機器のデジタル表示パネルの製作実績です。
製品サンプル写真(クリックで拡大)
 デジタル表示器 SECCボンデ鋼板 t1.6 ブラック焼付塗装
デジタル表示器 SECCボンデ鋼板 t1.6 ブラック焼付塗装
図面形状又はスケッチデータ(部品構成)
製品情報・板金加工データ等
- 加工カテゴリー : 板金加工、試作
- 製品名称 : デジタル表示器ケース(仮称)
- お客様 : 企業様向け
- 製品用途 : OA機器・周辺機器のデジタル表示パネルのケースとして使用
- 設計者 : お客様(精密板金 wiz にて若干アレンジ)
- 加工用図面形式 : CAD作図によるFAX紙図面
- 製品構成部品点数 : 3点(上部BOX・受け台・受け台フタ)
- 組立方法 : ねじ止め(M3ネジ)
- 製品概略サイズ : 382mm(W)×55mm(L)×220mm(H)
- 素材材質・材料 : 鉄板 SECCボンデ鋼板(電気亜鉛めっき鋼板)
- 板厚 : t1.6mm
- 表面処理 : 焼付塗装 黒色(ブラック)ツヤ有り
- 製作数量 : 10個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容 : プレスブレーキ曲げ(2)
- 曲げ加工箇所数 : 上部BOX 6箇所/受け台 6箇所/受け台フタ 3箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3)、ケトバシ(4))
- 穴加工数(上部BOX) : 2-φ10穴、2-φ20穴、4-φ6穴、11-φ3穴
- 穴加工数(受け台) : 6-φ4穴、4-φ3.5穴、1-φ3穴
- タップ加工数(受け台フタ) : 4-M3
- 溶接箇所 : 溶接なし
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 :不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日12日程度)
- 評価(満足度) :
自作キャリアアングル・本体 |SGCC-溶融亜鉛めっき鋼板 板金加工例
SGCC-溶融亜鉛めっき鋼板の板金加工サンプルとして、個人様向け、趣味部品 SGCC(溶融亜鉛メッキ鋼板) t1.6 による自作キャリア(段曲げのアングル部品)の製作実績です。
製品サンプル写真(クリックで拡大)
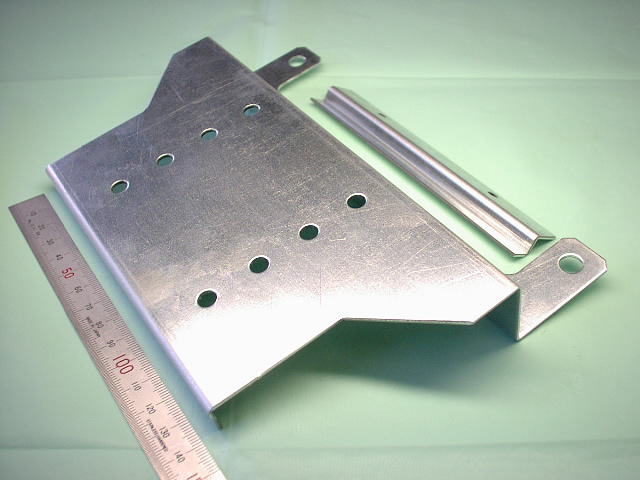 自作キャリアアングル・本体 SGCC溶融亜鉛メッキ鋼板 t1.6
自作キャリアアングル・本体 SGCC溶融亜鉛メッキ鋼板 t1.6
図面形状又はスケッチデータ
【キャリア本体(SGCC 溶融亜鉛めっき鋼板 t1.6)】
【キャリアアングル(SGCC 溶融亜鉛めっき鋼板 t1.6)】
製品情報・板金加工データ等
- 加工カテゴリー : 板金加工
- 製品名称 : キャリア本体/キャリアアングル
- お客様 : 個人様向け
- 製品用途 : ご趣味(詳細用途は不明)
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるDXFファイル形式図面
- 製品構成部品点数 : 2点(キャリア本体、キャリアアングル)
- 組立方法 : -
- 製品概略サイズ(キャリア本体) : 194mm(W)×140mm(L)×30mm(H)
- 製品概略サイズ(キャリアアングル) : 22mm(W)×130mm(L)×9.6mm(H)
- 素材材質・材料 : 鉄板 SGCC(溶融亜鉛めっき鋼板)
- 板厚 : t1.6mm
- 表面処理 : なし
- 製作数量 : キャリア本体 1個/キャリアアングル 1個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容 : プレスブレーキ曲げ(2)
- 曲げ加工箇所数 : キャリア本体 3箇所/キャリアアングル 2箇所(段曲げ)
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3)、ケトバシ(4))
- 穴加工数(キャリア本体) : 2-φ8穴、8-φ6.5穴
- タップ加工数(キャリアアングル) : 2-M5
- 溶接箇所 : 溶接なし
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 :不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日5日程度)
- 評価(満足度) :

SUSパイプ使用パイプ バキュームノズル |SPCC-冷間圧延鋼板 板金加工例
SPCC-冷間圧延鋼板の板金加工サンプルとして、企業様向け、組立治具の一部品 SPCC鋼板 t0.5 によるケースに、SUS304パイプ(#400化粧管)を全周シール溶接構造で接続したバキューム用ノズルの製作実績です。
製品サンプル写真(クリックで拡大)
 SPCC t0.5+SUSパイプ バキュームノズル用全周シール溶接品
SPCC t0.5+SUSパイプ バキュームノズル用全周シール溶接品
図面形状又はスケッチデータ
【バキュームノズル用シール溶接部品概略図(SPCC鋼板 t0.5+φ25 SUS304パイプ)】
製品情報・板金加工データ等
- 加工カテゴリー : 板金加工
- 製品名称 : バキュームノズル用全周シール溶接部品(仮称)
- お客様 : 企業様向け
- 製品用途 : バキュームを取り付けるための●●組立治具の一部品(詳細用途は社外秘)
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるPDFファイル図面
- 製品構成部品点数 : 11点
- 組立方法 : 溶接(全周シール溶接、漏れ不可)
- 製品概略サイズ : 63mm(W)×175mm(L)×30mm(H)
- 素材材質・材料 : 鉄板 SPCC鋼板/SUS304パイプ(#400化粧管)
- 板厚 : t0.5mm(SPCC)/t0.8(SUS304パイプ)
- 表面処理 : なし(お客様にて塗装処理)
- 製作数量 : 3個
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容 : プレスブレーキ曲げ(2)
- 曲げ加工箇所数 : 6箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(セットプレス(3)、ケトバシ(4))
- 穴加工数 : 3-φ5.5×11.5長丸穴、φ25-SUSパイプ取付用穴
- タップ加工数 : -
- 溶接箇所 : 曲げ加工部以外の合わせ面すべて、SUSパイプとSPCC躯体との合わせ面
- 仕上げ : 手仕上げ(溶接部グラインダー仕上げ)
- 図面指示の特定寸法公差 : ±0.2~±0.5(SPCC躯体部分の幅、開口部、長穴ピッチ等)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 :不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日12日程度)
- 評価(満足度) :
自作シートレール(自動車用スライドシートレール加工) |SPCC 板金加工例
SPCC-冷間圧延鋼板の板金加工サンプルとして、個人様向け、趣味部品 SPCC鋼板 t1.6 溶接組立 無電解ニッケルメッキ処理 による シートレール加工(自動車取り付け用スライドシートレール自作)の製作実績です。
製品サンプル写真(クリックで拡大)
 SPCC鋼板 t1.6 無電解ニッケルメッキ処理 シートレール加工
SPCC鋼板 t1.6 無電解ニッケルメッキ処理 シートレール加工
図面形状又はスケッチデータ
【自動車取り付け用自作スライドシートレール(SPCC鋼板 t1.6 無電解ニッケルメッキ) 図面】
製品情報・板金加工データ等
- 加工カテゴリー : 板金加工
- 製品名称 : 自動車用スライドシートレール
- お客様 : 個人様向け
- 製品用途 : 自動車のシートをスライドさせるために取り付けるスライドシートレールの自作
- 設計者 : お客様(精密板金 wiz にて詳細変更)
- 加工用図面形式 : 手書きフリーハンドによるFAX図面
- 製品構成部品点数 : 2点
- 組立方法 : 溶接
- 製品概略サイズ : 27mm(W)×400mm(L)×15mm(H)
- 素材材質・材料 : 鉄板 SPCC鋼板
- 板厚 : t1.6mm
- 表面処理 : 無電解ニッケルメッキ処理
- 製作数量 : 2個(各1個)
- ブランク加工方法 : シャーリングカット(1)
- 曲げ加工内容 : プレスブレーキ曲げ(2)
- 曲げ加工箇所数 : 3箇所
- 絞り加工 : なし
- 穴加工(切り欠き加工)方法 : プレス抜き(セットプレス(3))
- 穴加工(切り欠き加工)数 : 12-7mm×6mm切り欠き
- タップ加工数 : -
- 溶接箇所 : 1箇所(400mm長さ全線)
- 仕上げ : 手仕上げ(溶接部グラインダー仕上げ)
- 図面指示の特定寸法公差 : 特定箇所の寸法公差指示なし
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 :不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) :
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日12日程度)
- 評価(満足度) :
NCT タレパン加工品(音響機器部品) |SECCボンデ鋼板 板金加工例
SECC-電気亜鉛メッキ鋼板(ボンデ鋼板)の板金加工サンプルとして、個人様向け、音響機器部品 SECC-ボンデ鋼板 t2.3 によるアダプター・ラックマウント(オーディオ・マルチトラック・レコーダー等音響機器の部品)の製作実績です。
製品サンプル写真(クリックで拡大)
 NCTタレパン加工 音響機器部品 SECCボンデ鋼板 t2.3
NCTタレパン加工 音響機器部品 SECCボンデ鋼板 t2.3
図面形状又はスケッチデータ(部品構成)
【SECCボンデ鋼板 t2.3 NCTタレパン加工品 (タレットパンチプレス加工品) 製作図面】
製品情報・板金加工データ等
- 加工カテゴリー : 板金加工
- 製品名称 : アダプター・ラックマウント
- お客様 : 個人様向け
- 製品用途 : オーディオ・マルチトラック・レコーダー等音響機器の部品(詳細用途不明)
- 設計者 : お客様
- 加工用図面形式 : CAD作図によるPDFファイル図面
- 製品構成部品点数 : 2点(左右対称L/R部品)
- 組立方法 : -
- 製品概略サイズ : 101mm(W)×391mm(L)×49.2mm(H)
- 素材材質・材料 : 鉄板 SECCボンデ鋼板(電気亜鉛めっき鋼板)
- 板厚 : t2.3mm
- 表面処理 : なし
- 製作数量 : 2個(L/R各1個)
- ブランク加工方法 : タレットパンチプレス(NCT)(7)
- 曲げ加工内容 : プレスブレーキ曲げ(2)
- 曲げ加工箇所数 : L/R各2箇所
- 絞り加工 : なし
- 穴加工方法 : プレス抜き(NCT タレパン(7))
- 穴加工数 : 2-φ11穴、4-φ5穴、4-φ7×10長丸穴、2-12×19異形穴(曲げ位置またぎ)
- タップ加工数 : -
- 溶接箇所 : 溶接なし
- 図面指示の特定寸法公差 : ±0.2~0.3(穴位置寸法など)
- 図面指示なき寸法公差 : 板金加工品の一般公差(JIS B 0408-B(6) 打抜き・曲げ・絞り)
- 金型又は簡易ジグ製作の要否 :不用
- 加工難易度 :
- 材料費価格(材料コスト) :
- 加工賃価格(加工コスト) :
- 表面処理価格(表面処理コスト) : -
- トータル価格(トータルコスト) :
- 納期 : (注文後営業日12日程度)
- 評価(満足度) :

注記(用語の説明)
- 注(1).シャーリングカット(シャーリング加工)
- 鋼板・板材を切断すること。切断の原理は、紙を切るハサミと同様。
以下のような機械で加工する。

- 注(2).ブレスブレーキ曲げ(ベンダー加工)
- 鋼板・板材を曲げ加工すること。一般にV型のダイに乗せた板材をプレス加圧し、塑性変形させて任意の角度に曲げる。板金加工品の完成度は、曲げ加工の精度に拠るところが大きく、板金の基本的かつ重要な加工工程の一つ。以下のような機械で曲げ加工する。

- 注(3).セットプレス
- 鋼板・板材に穴などのパンチング加工を行う機械。

- 注(4).ケトバシ(足踏みプレス・フートプレス)
- 完全手動のプレス機械。足で蹴飛ばすことを動力とする。ごく少量試作板金等には重宝する。

- 注(5).バーリング加工(バーリングタップ)
- バーリング加工とは、薄板に有効ネジ部を得るために、平板に下穴をあけて円筒状にストレッチ(絞り加工)をし、フランジ部を設ける加工。(下図参照)

- 注(6).JIS B 0408-B
- 金属プレス加工品(金属板を打抜き・曲げ・絞りによってプレス加工したもの)の普通寸法公差(特に図面に指示のない寸法の公差、一般公差)は、JIS B 0408(金属プレス加工品の普通寸法公差)に規定される等級”B級”によるという意味。各等級の普通寸法許容差は以下。
- 注(7).タレットパンチプレス(タレパン、NCT) 参考英語:Turret punch press
- 通称”タレパン”又は”NCT”とも言われ、板金加工に一般によく使われるプレス機械の一種。
形状の異なった多数の金型を円状または扇状の「タレット」とよばれる金型ホルダーに配置し、NC制御によって任意の金型をスライド下部に回転させ、素材の所定の位置に所定の打抜き作業ができるクランクプレス(クランク機構によってスライドを駆動するプレス)。
板金加工における薄板のブランク加工(外形や抜き穴の加工)を自動で行うことができる機械(参考写真以下)。

関連情報・参考ページ
- 精密板金とは・板金加工とは
- 精密板金・板金加工の詳しい解説。自動車板金・建築板金との違い、製作実例、薄板金属への主な加工内容・工程、板金材料・材質・板厚の説明など。
- お見積もり・お問合わせ
- 精密板金・板金加工などのお見積もりのご依頼方法(必要事項、送付いただく図面形式など)、お問い合わせ先、担当者、営業日など。
- 図面作成,書き方|製図ガイド
- 三角法による一般的な図面作成例・板金図面の書き方のポイントなど。図面記号・指示記号や図面に記載する基本的なことなどを板金加工品の実例を基にご紹介。製図用紙サンプルもあり。
- 薄板金属材料・加工技術
- 精密板金 wiz で対応可能な薄板金属材料・板金材料や加工方法・内容などの説明。